




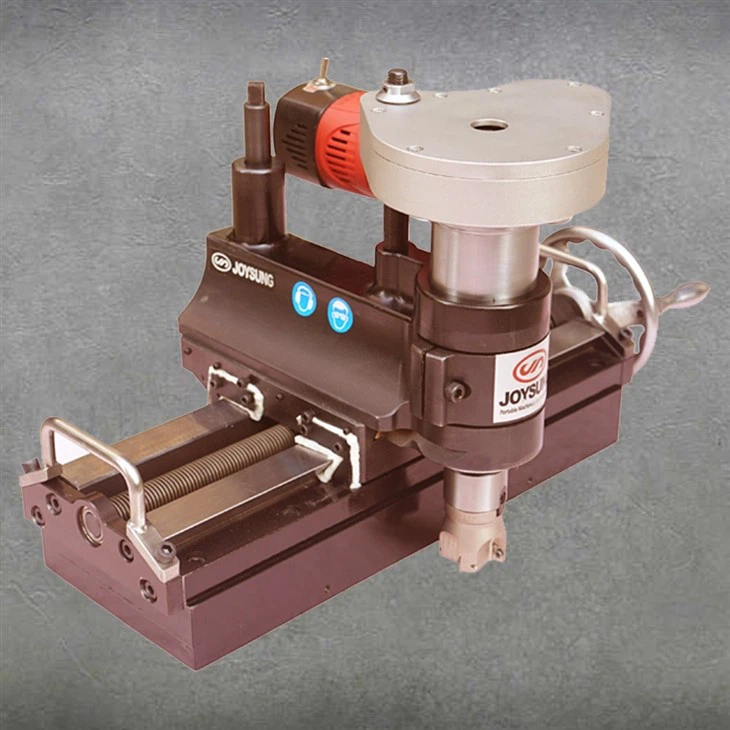
機能と用途
これは 3 軸手動送りフライス盤で、金属平面やシャフトのキー溝のフライス加工、300*100mm の範囲内で必要な平坦度を達成するために金属表面をフライス加工する、または { {3}}mm。
KMM300 は主に以下の現場加工シーンに適用されます。
1. 回転スピンドルのキー溝を修理します。
一部の軸は長期間の使用によりキー溝が摩耗し、軸と軸の部品が固定されなくなり故障することがあります。 この機械は、元の不良キー溝を拡張し、新しい無傷のキー溝を作成するために使用するのに適しています。 V 字型の取り付けベースにより、機械をシャフトに簡単かつしっかりと取り付けることができます。

2. 金属面のキー溝を修理します。
コンポーネントを金属平面に固定するためのキー溝は摩耗することが多く、平面とコンポーネントの間の接合部が緩んだりずれたりすることがあります。 特に大型鋼板や圧延機スタンドなどは現場で加工するため、メンテナンスのために工場まで移動するのが不便です。 この小型フライス盤は、機械加工現場に簡単に持ち込んで、非常に高い精度でキー溝をフライス加工することができます。
3. 金属平面に必要な平坦度を達成するために金属平面をフライス加工します。
- スラグのルートをチップ化する: 継手を両側から溶接する場合、最初の溶接の応力を緩和するために、反対側を溶接する前に溶接ルートをチップ化します。


- 金属ブロックに分割線や溝を追加し、特殊な工程に合わせて金属ブロックを加工します。


- フライス加工により平面度を高め、接触面のフィット感を高めました。
4. ピン穴を作成し、ボルト穴の折れたネジとキー溝に固着したキーを取り除きます。
フライスをドリルビットに置き換えることで、あらゆる金属に完璧なピン穴を開けることができます。 標準の 70mm ストロークは、ほとんどのピンホールの深さ要件も満たします。 3軸送りなので、穴を広げる必要に応じてピン穴径も調整できます。 もう 1 つの重要な機能は、ボルト穴から折れたネジやキー溝に詰まったキーを取り外し、フライス加工して新しいボルト穴やキー溝を作成できることです。
機械構造


マシンベース (X 軸):
X 軸の移動は、ベースに固定された親ネジを回転させることによって実現されます。 リードスクリューの先端にあるハンドルホイールにより、送り量を正確に制御できます。 機械加工が必要な部品への機械の設置を容易にするために、さまざまな作業条件に対応できるように 3 つの異なるベースが設計されています。
1. 一般ベース: ベースは溶接とボルトで固定できる通常の金属ブロックです。
2.マグネットベース:マグネットベースの側面にスイッチがあります。 外六角レンチでスイッチを回すと磁気吸着のON/OFFが可能です。 取り付けはとても簡単です。 一部の鉄パーツは位置を設定してスイッチをONにするだけで固定されます。
3. V 取り付けベース: V 字型ベースはシャフトの加工用に設計されており、固定サポートとボルトで構成されています。 ボルトと固定サポートにより、機械と加工対象のシャフトがしっかりと接続されます。
カンチレバー (Y 軸):
カンチレバーの送りネジはベースの送りネジに対して垂直です。 もう一方のはずみ車を回すと、Y軸方向に100mmのストロークで移動できます。 カンチレバーの一端はスピンドルが負荷される場所です。
スピンドル(Z軸):
スピンドルには 2 種類のエンドミル、フライス、および関連する取り付けアクセサリが装備されており、上下ストロークは 70 mm です。

電源システム:
1200KW ミルウォーキー電気モーター、強力な駆動、安定した出力容量を使用し、加工効果がより優れていることを保証します。
F&Q
1. キー溝はどのように加工されますか?
キー溝を作成するには次の 5 つの方法が比較的一般的ですが、その中で最も一般的に使用されるのはフライス加工です。
- フライス加工方法
フライス加工は、フライス盤または CNC フライス盤で実行される一般的な加工方法です (KMM300 は、現場に持ち込んで加工できる小型フライス盤です)。 まず、設計要件に従ってキー溝の位置とサイズを決定します。 次に、適切なフライスを選択し、フライス盤にカッターを取り付けます。 切削速度、送り、切り込み深さなどの切削パラメータを調整して、加工プロセスを制御します。 加工中、キー溝の精度と平面度を確保するために、工具とワークの相対位置が安定していることを確認する必要があります。 - スロットミーリング方式
溝フライスは、幅の広いキー溝や浅いキー溝の加工に適した特殊なフライス加工です。 この方法は、専用のスロット フライス加工ツールを使用して操作します。 スロット フライス工具には複数の刃先があり、複数の切削を同時に行うことができます。 機械加工では、工具が高速回転してワークの表面に溝を削ります。 連続切削により、最終的にキー溝が形成されます。 スロットミーリング方式により加工効率と精度が向上します。 -
カンナ加工方法
プレーニングは、深くて狭いキー溝の加工に適した伝統的な加工方法です。 この方法はカンナまたはCNCカンナを使用して実行されます。 まず、かんな工具のサイズと形状を決定します。 次に、キー溝の位置とサイズに一致するようにかんなテーブルとかんなツールを調整します。 機械加工プロセス中、カンナは前後に移動し、キー溝の方向に沿ってカンナ工具を削ります。 数回の平面削りを経て、最終的にキー溝が形成されます。 プレーナ加工により、より高い加工精度と面品位が得られます。
-
鋸引き方法
ソーイングは浅いキー溝の加工に適した簡単な加工方法です。 この方法は鋸を使用して実行されます。 まず、のこぎりツールのサイズと形状を決定します。 その後、ワークを鋸盤に固定し、切断位置や切断方向を調整します。 加工中、鋸盤は前後に移動し、キー溝の方向に沿ってワークを切断します。 数回の鋸切断の後、最終的にキー溝が形成されます。 ソーイング方法は操作が簡単で、単純なキー溝加工に適しています。
-
レーザーカット法
レーザーカットは複雑なキー溝の加工に適した高精度な加工方法です。 この方法はレーザー切断機を使用して実行されます。 レーザー切断機は、レーザー光の位置と出力を制御することでワークを切断します。 機械加工プロセス中に、レーザー ビームがキー溝の輪郭に沿って切断します。 レーザーカット方式により高精度・高能率加工が可能です。
2. キー溝はどのように機能しますか?
キーは、トルクと動きを伝達するために、シャフトとシャフト上の伝達部品の間の取り外し可能な接続によく使用されます。 また、嵌合部品間で軸方向の動きが必要な場合にガイドの役割も果たします。 フラットキー接続はキーとシャフトで構成されます。 キー溝とハブキー溝で構成されています。 動作時、キー側とキー溝およびハブ溝側との接触によりトルクが伝達されます。 キー溝とはキーを取り付ける溝のことで、通常は高い精度が要求されます。 キーをキー溝に取り付けるときは、キーをしっかり締めるほど良いです。
3. キー溝の加工方法は?
以下の 5 つの方法は比較的一般的ですが、
- フライス加工方法
- スロットミーリング方式
- カンナ加工方法
- 鋸引き方法
- レーザーカット法
4. キー溝の穴あけ方法は?
キー溝のブローチ加工は、キー溝のこぎり加工とも呼ばれ、キー溝の加工は迅速に行うことができますが、精度は比較的低くなります。
5. シャフトにキー溝を切るにはどうすればよいですか?
KMM300 を V 字型ベースを通してシャフトに固定し、適切なフライス カッターを取り付け、ハンドルを介してフライス カッターを適切な位置に調整してから、モーターをオンにしてフライス加工を行います。
電話:+86-13510467476
住所:1F、ビル13、和京工業区、No.87、Hexiu West Road、Fuhai Street、深セン、中国
ワッツアップ:+86-13510467476
微信:+86-13510467476
人気ラベル: シャフトキー溝ビルダーキー溝を所定の位置で切断メーカー、サプライヤー、工場、卸売、カスタマイズ、購入、低価格、中国製